- 4060 Leonding | Wegscheider Straße 17C
- office@fk-beschichtung.at
Job 2023:
Senden Sie uns Ihre Initialbewerbung
So steigern Sie die Pumpeneffizienz mit Restaurations- und Schutzbeschichtungen
 In diesem Beitrag erfahren Sie, wie die Aufarbeitung und der Schutz verschlissener Pumpen mit den richtigen Hochleistungsbeschichtungen die verlorene Pumpeneffizienz oft wieder auf das Niveau der Pumpenleistungskurve des Herstellers zurückführen oder dieses übertreffen können. Wir werden auch über das Auftragen von Beschichtungen auf die Innenteile neuer Pumpen oder den Kauf von vorbeschichteten Pumpen sprechen, eine Praxis, die immer häufiger vorkommt, um von Anfang an eine hohe Zuverlässigkeit zu gewährleisten.
In diesem Beitrag erfahren Sie, wie die Aufarbeitung und der Schutz verschlissener Pumpen mit den richtigen Hochleistungsbeschichtungen die verlorene Pumpeneffizienz oft wieder auf das Niveau der Pumpenleistungskurve des Herstellers zurückführen oder dieses übertreffen können. Wir werden auch über das Auftragen von Beschichtungen auf die Innenteile neuer Pumpen oder den Kauf von vorbeschichteten Pumpen sprechen, eine Praxis, die immer häufiger vorkommt, um von Anfang an eine hohe Zuverlässigkeit zu gewährleisten.
Leistung & Schutz
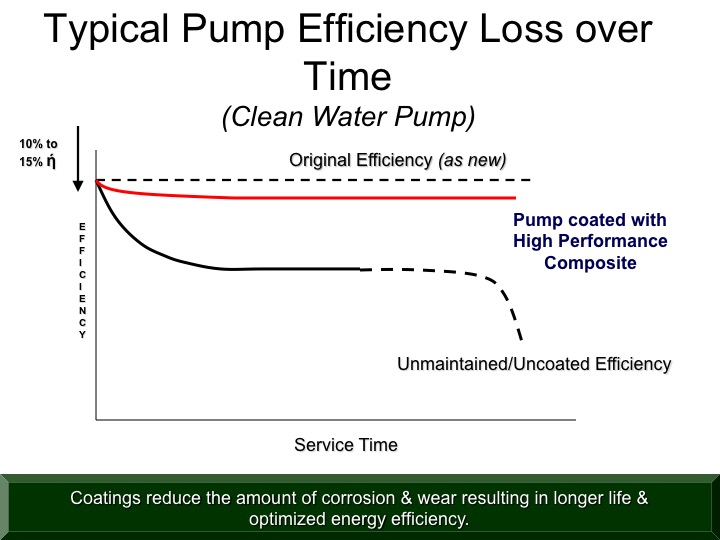
Die Leistung einer standardmäßigen Kaltwasserkreiselpumpe lässt mit der Zeit natürlich nach – laut einem EU-SAVE-Bericht verliert sie oft bis zu 10-15% ihrer ursprünglichen Effizienz. Der gleiche Bericht ergab, dass viele Pumpen nach nur einem Jahr Betrieb 10 % verlieren!
Wenn Sie Feststoffe und erhöhte Temperaturen oder Drehzahlen in ein Pumpensystem einbringen, kann die Pumpenleistung noch schneller nachlassen. Wenn sich die Flüssigkeit durch die Nasspartie der Pumpe bewegt, können erhöhte Reibung und Verschleiß der größte Faktor für den Wirkungsgradverlust sein. Im Außendienst haben die Mitarbeiter von Chesterton einen Rückgang der erwarteten Effizienzleistung von bis zu 40-50 % festgestellt.
Beträchtliche Einsparungen
Wenn Sie erkennen, dass Betriebskosten (Energie) und Wartung (Service) mehr als 70 % der gesamten Lebenszykluskosten der Pumpe ausmachen, können Sie wirklich schätzen, wie der Schutz der Pumpenanlage vor Korrosion im Nassbereich, Kalkablagerungen und Toleranzverlusten möglich ist eine beträchtliche Rückzahlung generieren.
Neben verbesserter Energieeinsparung und Leistung kann Ihnen die Restaurierung/Beschichtung älterer Geräte den Vorteil bieten, verschlissene Geräte zu einem Bruchteil der Kosten für den Austausch von Ersatzteilen oder den gesamten Austausch zu reparieren. Es vermeidet auch langwierige Verzögerungen aufgrund von Vorlaufzeiten von Pumpenherstellern.
Ergebnisse der Monroe-Länderstudie
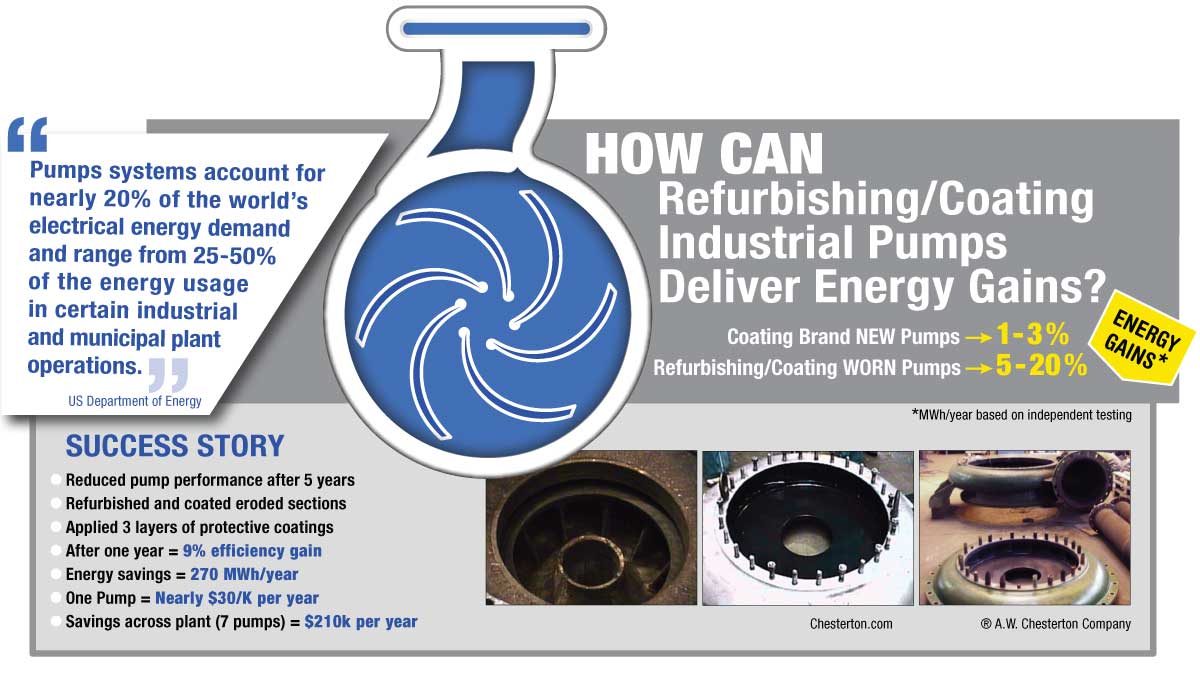
Im Jahr 2005 begann die Monroe County Water Authority (MCWA) in Rochester, NY, eine Pilotstudie, um die Auswirkungen der Entfernung von Korrosion und Tuberkulation von drei horizontalen Pumpen mit geteiltem Gehäuse und anschließendem Auftragen einer Schutzbeschichtung auf die restaurierten Oberflächen zu testen.** Die Pumpen waren mechanisch überholt worden (neue Verschleißringe, Lager, Laufrad-Auswuchten), aber Förderhöhe, Fördermenge und Wirkungsgrad waren nicht mehr den Herstellerspezifikationen entsprochen. Die Ergebnisse der Studie überraschten selbst die skeptischsten Mitarbeiter: Die Pumpeneffizienz stieg um 8+ Prozent. Die Gesamtleistung ist unter die ursprünglichen Herstellerspezifikationen zurückgekehrt.
Im Anschluss an diese Studie erhielt MCWA einen staatlichen Zuschuss, um die Auswirkungen von keramischen Epoxidbeschichtungen auf die Verbesserung und Beibehaltung kritischer Leistungsmerkmale von Pumpen zu untersuchen. Die in unabhängigen Schritten durchgeführte Studie zeigte:
- Die mechanische Restaurierung stellte nur etwa 50 % der Leistungssteigerung einer Pumpe (im Vergleich zur Leistungskurve des Herstellers) wieder her.
- Die Kombination aus Sandstrahlen und dem Auftragen von Schutzbeschichtungen war ein wesentlicher Faktor, um die Pumpe wieder auf das erwartete Leistungsniveau zu bringen.
- Allein das Sandstrahlen trug im Durchschnitt zu einer Effizienzsteigerung von 4,6% bei. Dieser nahm jedoch nach mehreren Monaten ab.
- Pumpen, die sowohl sandgestrahlt als auch beschichtet wurden, erreichten effektiv die Vorteile der mechanischen Restaurierung und behielten ihre Leistung über einen längeren Zeitraum im Vergleich zu Pumpen, die einfach mechanisch restauriert und sandgestrahlt wurden. Im Laufe der Zeit verloren diese überholten Pumpen selbst nach mehreren Betriebsjahren weniger als 1 % Wirkungsgrad.
Wie verbessert die Restauration/Beschichtung die Pumpenleistung?
Restaurierung und Sandstrahlen
Restaurierung ist mechanischer Natur. Das Ersetzen verschlissener Verschleißringe, Lager und Auswuchträder bietet erhebliche Leistungs- und Effizienzsteigerungen. Es wurden jedoch keine Modifikationen mit Zunder und Korrosion in der Nasspartie der Pumpe befasst.
Sandstrahlen entfernt knollenförmigen Rost und Zunder aus den Hydraulikkanälen der Pumpen – öffnet die Kanäle und reduziert die Reibungsverluste der Rohre. Es ist möglich, mit diesen einfachen Schritten signifikante Verbesserungen (bis zu 8-10 %) zu erzielen.
Nachdem die Verschleißringrezirkulation durch den Verschleißringaustausch behoben wurde und der Lageraustausch den Reibungswiderstand an der Welle reduziert, besteht die nächstgrößere Möglichkeit (und eine, die sich noch Jahre später lohnen kann) in der Reduzierung der Reibung an der Nasspartie durch Aufbringen einer keramikverstärkten Epoxid. Felderfahrungen haben zu Gewinnen geführt, die den Gewinnen, die nur durch mechanische Aufarbeitung erzielt werden, gleich sind und in einigen Fällen sogar übersteigen.
Auftragen von Schutzbeschichtungen
Beschichtungen erhöhen die Zuverlässigkeit, indem sie die Auswirkungen von Korrosion und Verschleißfestigkeit reduzieren:
- Die Beschichtung auf Polymerbasis bietet sowohl Korrosionsschutz als auch eine Reduzierung der Oberflächenrauhigkeit des ansonsten unbeschichteten Nasspartie-Grundmetalls.
- Wenn Sie sich für ein keramisches Verstärkungssystem entscheiden, das in Beschichtungen verwendet wird, erhöht sich die Gesamtverschleißfestigkeit der Nasspartie-Komponenten, indem die Toleranzen länger eingehalten und die „Verschleißwirbel“ reduziert werden.
Diese Beschichtungen sind in der Regel in Pastenaufbau- und Flüssigerneuerungsqualitäten erhältlich, sodass abgenutzte Pumpen oder neue Pumpen mit erheblichen Gussfehlern erneuert und beschichtet werden können. Durch die wirksame Blockierung des Korrosions-/Erosionszyklus können Beschichtungen die Korrosion an der Nasspartie bewahren und vor dem Festsetzen schützen (siehe Abbildung 1).
Beschichtungen verbessern die Energienutzung, indem sie Reibungsverluste im Zusammenhang mit Zunder und Tuberkel reduzieren:
- Die aufgebrachte Polymerbeschichtung reduziert die Oberflächenrauheit erheblich, was sich direkt auf die Energiemenge auswirkt, die vom Laufrad auf die Flüssigkeit übertragen wird.
- Die „ Oberflächenenergie der Beschichtung “ ist deutlich geringer als die des Grundmetalls, wodurch die Oberfläche im Wesentlichen hydrophob (wasserabweisend) wird und die Benetzungsfaktoren in den Hydraulikkanälen von Pumpe und Laufrad reduziert werden.
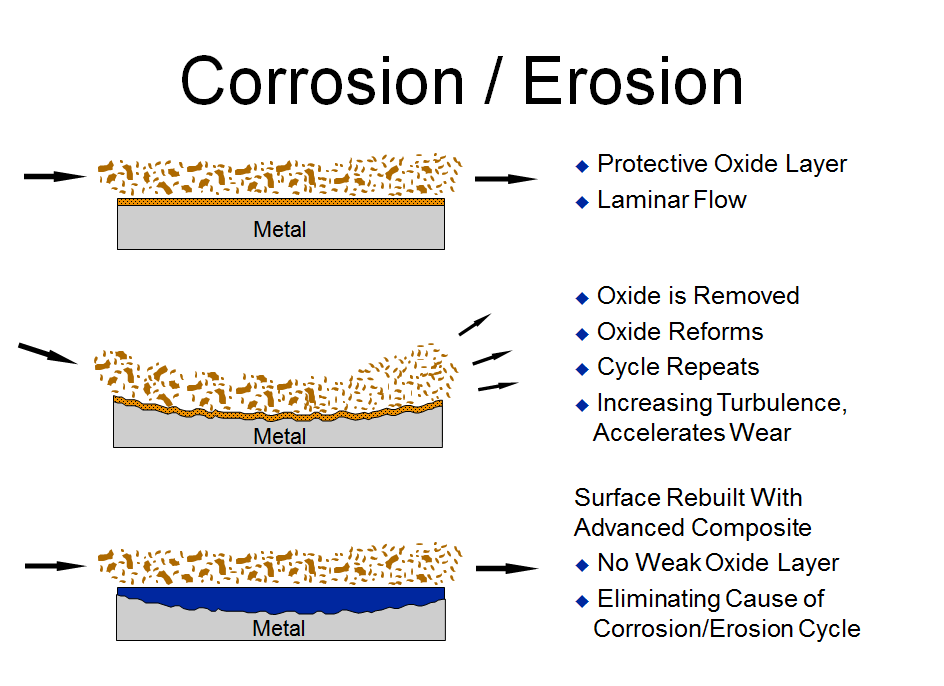
Abbildung 1: Einfluss von Korrosion/Erosion vs. Schutzbeschichtungen
Auswahl der optimalen Beschichtung
Bei der Auswahl einer Beschichtung spielen folgende Faktoren eine Rolle:
- Verfügt die Beschichtung über die richtigen Leistungseigenschaften, um den Pumpenbedingungen des „Nassen Endes“ während des Betriebs standzuhalten? Mehrere zu berücksichtigende Schlüsselfaktoren sind:
- Fluide Medien und Temperatur
- Schwebstoffkonzentration und Partikelgrößenbereich
- Temperatur und Druck/Vakuum im Pumpensystem
- Existieren Toleranzen, die das Auftragen von Beschichtungen auf Nasspartie-Teile ermöglichen, ohne kritische Toleranzen zu beeinträchtigen?
- Welche Potenziale und Auswirkungen hat eine Beschichtung, die sich auflöst und den Prozessablauf verunreinigt?
„Während ein Versagen von Dichtungen oder Lagern sofort erkennbar ist, ist die Verschlechterung der Pumpenhydraulik unwahrscheinlich. Dies kann viele Ursachen haben: chemische Erosion, physikalischer Abrieb, Ablagerung. Die Verwendung von Glas- oder Harzbeschichtungen kann helfen, einen guten hydraulischen Wirkungsgrad über einen langen Zeitraum zu erhöhen und aufrechtzuerhalten, und für größere Pumpen geben viele Anwender diese Beschichtungen als Standard an.“
SAVE-Bericht der Europäischen Union (2001)
Vorbeschichtung neuer Pumpen
Eine der gebräuchlicheren Methoden zur Herstellung von Pumpenteilen ist das Sandgießen. Sandguss führt zu einer rauen Oberflächenbeschaffenheit (350-750 RMS), die zu Reibungsverlusten führt und Erosionswirbel beschleunigen kann . Darüber hinaus sind einige Pumpen für den Trinkwasserbetrieb vorgesehen, und viele von ihnen erfordern eine NSF-zertifizierte Beschichtung. In beiden Fällen können Beschichtungen verwendet werden, um die Leistung zu verbessern und eine längere Zuverlässigkeit zu bieten, wenn raue Sandgussoberflächen vorhanden sind, und um trinkwasserkonforme Kontaktflächen für die Lebensdauer der Pumpe bereitzustellen.
Denken Sie darüber nach, Ihre Pumpen zu überholen? Unser erfahrenes Team steht Ihnen gerne zur Verfügung. Kontaktieren Sie uns für eine Werksbesichtigung oder senden Sie eine E-Mail an .
Für mehr Informationen:
Quellen:
*** Monroe CountyQuelle: Opflow – Oktober 2015 „Save Energy by Refurbishing and Coating Pumps

Vorhergehendes Produkt

VON STEVE BOWDITCH In diesem Beitrag erfahren Sie, wie ...
Nächstes Produkt

